Freeze Dryer
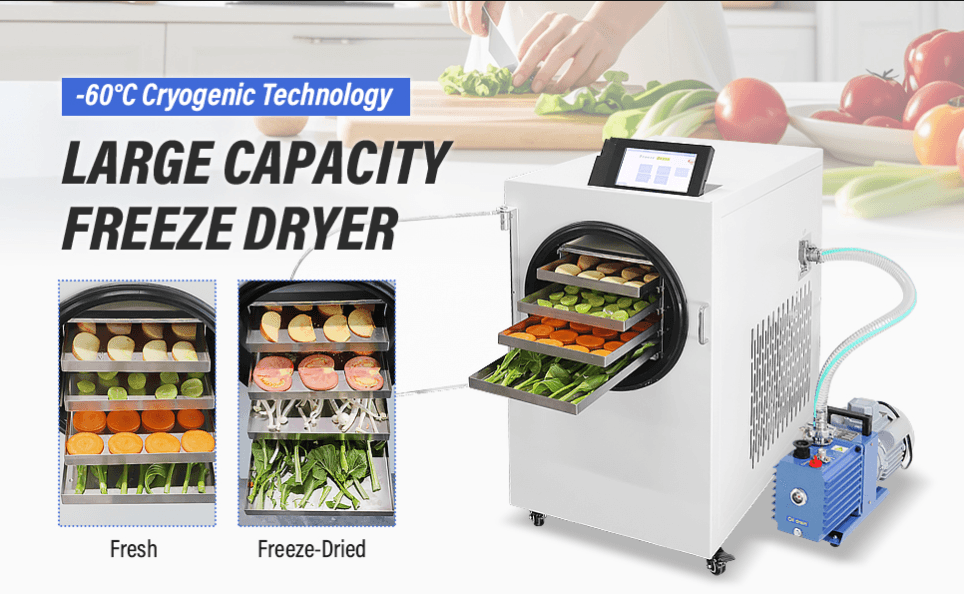
A Freeze Dryer (Lyophilizer) is a high-technology moisture removal system engineered for efficient freeze-drying of materials while maintaining product integrity, quality, and long-term stability for laboratory, pharmaceutical, food, and industrial applications.
A Freeze Dryer (Lyophilizer) is an advanced dehydration system designed to remove moisture from products through the freeze-drying (lyophilization) process while preserving their original structure, nutrients, color, flavor, and biological activity. This technology enables long-term storage without the need for refrigeration and significantly reduces product weight.
Freeze dryers are essential for laboratory, pharmaceutical, food, and industrial applications where product stability, quality, and rehydration performance are critical. By combining low temperatures with reduced pressure, water is removed directly from ice to vapor, preventing degradation and maintaining product integrity.
Why Freeze Drying Is Important
- Improper drying can severely affect product quality and rehydration ability. Freeze drying ensures:
- Superior preservation of nutrients and bioactivity
- Effective rehydration with minimal structural damage
- Extended shelf life without refrigeration
- Retention of original appearance, taste, and texture
Key Features of Freeze Dryers
- User-friendly and eco-friendly operation
- Fully automatic PID-controlled system
- Independent control of temperature, vacuum, and time
- Water-cooled pressure control system
- CFC/HCFC-free refrigerant technology
- Low-noise, high-reliability compressors
- Compliance with international safety and quality standards
- Low maintenance requirements
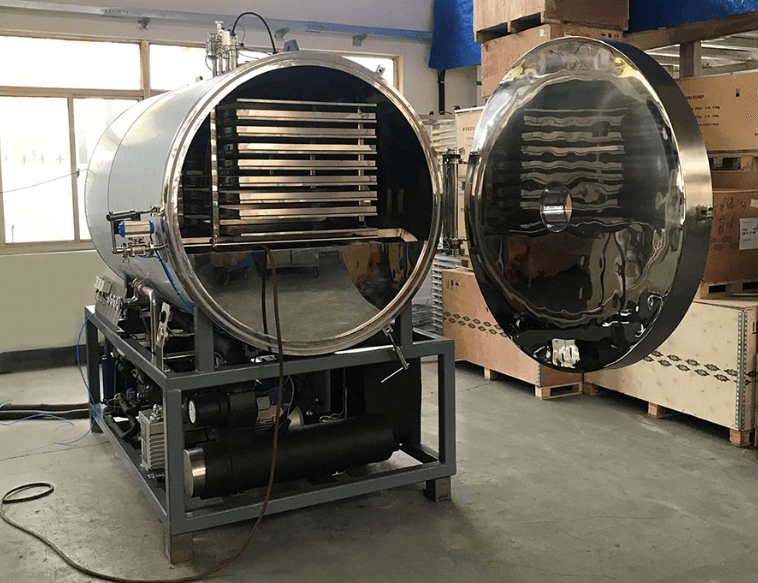
Core Components
- Condenser (Cold Trap)
- Large-capacity condensers made from corrosion-resistant stainless steel
- Optional enhanced-grade stainless steel for highly corrosive materials
- Temperature range up to –50°C for food applications
- Temperature range up to –86°C for pharmaceutical applications
- Rapid cooling system achieving –40°C within 30 minutes
- High ice-collection efficiency with integrated cold trap
- Built-in electrical heaters for effective ice removal
Refrigeration System
- Environment-friendly refrigerant system (CFC/HCFC-free)
- Hermetically sealed compressors for low noise and high efficiency
- Dual-stage cooling for stable temperature control
- Pressure regulation valves for system stability
- Fast internal chamber cooling
- Air-cooled design—no air-conditioned room required
- High-efficiency brazed plate heat exchangers
Circulation System
- Shielded circulation pump with PID-controlled heating
- Low-temperature silicone oil for safe and stable operation
- Ensures uniform shelf temperature and system efficiency
Control System
- PLC-based control with HMI interface
- 7-inch touchscreen display with real-time temperature and vacuum graphs
- Automatic and manual operation modes
- Multi-level password protection for sample safety
- Adjustable shelf temperature for production flexibility
- Programmable operation: up to 30 programs with 36 steps
- USB data export and long-term data logging
- Temperature calibration for consistent accuracy
- Fault diagnosis, real-time alarms, and maintenance alerts
- Optional remote monitoring and control via network connectivity
Vacuum System
- Built-in double-stage rotary vane vacuum pump
- Adjustable vacuum control with digital controller
- Standard vacuum level up to 1 Pascal
- Rapid vacuum achievement (10 Pa within 30 minutes)
- Extremely low leakage rate (<10 Pa/sec)
- Fully automated vacuum maintenance
Safety Protection Features
- Logical interlocking of electrical systems
- Audio-visual alarms for vacuum and temperature deviations
- Heating cut-off in case of vacuum failure
- Sublimation process safety monitoring
- Integrated vacuum system interlocks
Where Are Freeze Dryers Used?
- Freeze dryers are used across a wide range of industries and research environments:
- Food Industry
- Freeze drying fruits, vegetables, dairy, pet food, and instant foods
- Preserving enzymes, proteins, and nutrients
- Enhancing shelf life and packaging efficiency
- Laboratory & Pharmaceutical Industry
- Stabilization of biological samples and microorganisms
- Preservation of vaccines, drugs, and active compounds
- Long-term storage of sensitive laboratory samples
- Preservation & Restoration
- Recovery of water-damaged books and documents
- Preservation of flowers, petals, and decorative materials
- Conservation of historical and sensitive objects
What Is Freeze Drying?
- Freeze drying is a dehydration process based on sublimation, consisting of three main stages:
- Freezing: All moisture in the product is converted into ice
- Primary Drying: Ice sublimates directly into vapor under vacuum
- Secondary Drying: Remaining bound moisture is removed
- After freeze drying, products no longer require refrigeration, making storage and transportation easier and more economical.
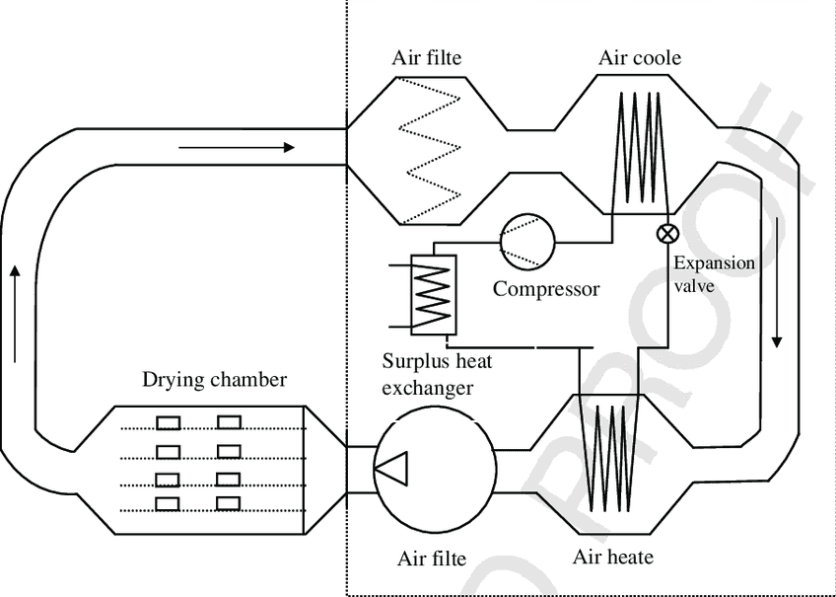
How Does a Freeze Dryer Work?
- Samples are frozen either inside the freeze dryer or externally. Once frozen, the vacuum pump reduces pressure inside the chamber. Controlled heat allows ice to transition directly from solid to vapor without melting, preserving the structure and properties of the material.
Advantages of Using a Freeze Dryer
- Maintains nutritional and biological integrity
- Enables long-term storage without refrigeration
- Improves product rehydration quality
- Reduces weight for easier transport
- Supports pharmaceutical, food, and research applications
- Energy-efficient and contamination-free process
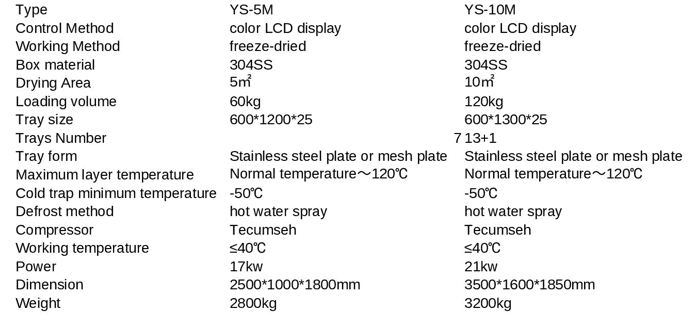
MODELS SPECIFICATIONS: FREEZE DRYER